













Flexible and Resilient Materials For Diverse Applications
Silicone and rubber materials play a crucial role in a wide range of industries due to their exceptional properties and versatile applications. These materials offer unique benefits that make them ideal for various uses, particularly in environments that demand durability, flexibility, and resistance to harsh conditions. This technical document explores the key characteristics of silicone and rubber, their benefits, and their applications, highlighting their significance in modern manufacturing and design.
Overview of Silicone and Rubber Materials
Silicone and rubber are elastomers, meaning they are highly flexible and can return to their original shape after being stretched or compressed. These materials are known for their excellent sealing capabilities, resistance to extreme temperatures, and durability, making them suitable for a variety of applications.
Key Characteristics of Silicone
- Temperature Resistance: Silicone can withstand a wide range of temperatures, making it ideal for applications exposed to extreme heat or cold.
- Flexibility: Silicone remains flexible even at low temperatures, ensuring reliable performance in diverse environments.
- Chemical Resistance: Silicone is resistant to many chemicals, which enhances its durability in harsh environments.
- UV and Ozone Resistance: Silicone is resistant to UV light and ozone, preventing degradation when exposed to sunlight and outdoor conditions.
- Waterproofing: Silicone provides excellent waterproofing properties, making it ideal for applications that require protection against moisture and water ingress.
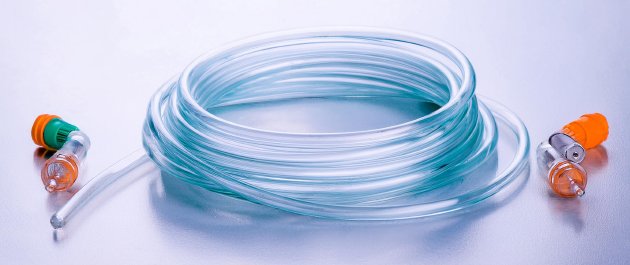
- Biocompatibility: Silicone is biocompatible, making it suitable for medical applications such as implants, tubing, and other healthcare products.
Key Characteristics of Rubber
- High Elasticity: Rubber materials have high elasticity, allowing them to absorb shocks and vibrations effectively.
- Abrasion Resistance: Rubber is resistant to wear and tear, making it suitable for applications that require durability and longevity.
- Chemical Resistance: Depending on the type, rubber can offer good resistance to various chemicals.
- Thermal Stability: Rubber can withstand moderate temperatures, the range depending on the specific type.
- Sealing Properties: Rubber provides excellent sealing capabilities, making it ideal for gaskets, seals, and other applications that require airtight or watertight properties.
- Electrical Insulation: Rubber is an effective electrical insulator, making it suitable for various electrical and electronic applications.
Benefits of Silicone and Rubber Materials
- Durability and Longevity: Both silicone and rubber materials are highly durable and can withstand harsh conditions, reducing the need for frequent replacements and saving time and costs in the long run.
- Versatility: The unique properties of silicone and rubber make them suitable for a wide range of applications, from industrial to consumer products, and even medical devices.
- Customization: Silicone and rubber can be easily molded and fabricated into complex shapes and sizes, allowing for custom solutions tailored to specific requirements.
- Enhanced Protection: The excellent sealing properties of these materials provide superior protection against dust, moisture, and environmental contaminants.
- Flexibility and Resilience: Their high elasticity and resilience make them ideal for applications that require flexibility and the ability to return to their original shape after deformation.
- Safety and Compliance: Silicone and certain types of rubber, such as medical-grade silicone, meet stringent safety and compliance standards, making them suitable for use in sensitive and regulated environments.
Applications of Silicone and Rubber Materials
- Automotive: Used in gaskets, seals, hoses, and vibration dampening components.
- Medical Devices: Employed in tubing, seals, implants, and various medical instruments.
- Consumer Electronics: Utilized in keypads, gaskets, and protective covers.
- Industrial: Applied in seals, gaskets, hoses, and protective coatings.
- Construction: Used in sealing and insulating applications, including window and door seals.
- Aerospace: Employed in seals, gaskets, and insulation materials for aircraft and spacecraft.
Conclusion
Silicone and rubber materials are essential components in a wide array of industries due to their exceptional properties and versatility. Their ability to withstand harsh conditions, provide superior sealing and insulation, and be customized to specific needs makes them invaluable in modern manufacturing and design. By understanding the key characteristics and benefits of silicone and rubber, industries can leverage these materials to enhance the performance, durability, and safety of their products. Whether for industrial, medical, automotive, or consumer applications, silicone and rubber materials offer reliable solutions that meet the demands of today’s diverse and challenging environments.